

专业传动部件制造商和方案提供商
斯科勒所产微型滚珠丝杆副具有精度高、噪音低、耐磨性好等特点,可替代德国、日本、台湾进口滚珠丝杆副。
查看更多>了解滚压螺纹
从物理上讲,螺纹是螺旋斜面;螺钉和匹配的螺母代表滑动组合。以下经验法则适用于螺纹的使用:斜率较小的螺纹用于紧固,斜率较大的螺纹用于移动。
螺纹系统与一般螺纹一样,三种螺纹系统在轧制螺纹中相互竞争:公制 ISO 螺纹、英寸惠氏螺纹、ISO英制螺纹。
在所有三种螺纹系统中,都有标准螺纹和细螺纹。
虽然全球标准化的螺纹标准化还没有出现,但螺纹仍然被认为是最全面标准化的机器元件。除了普遍适用的标准外,还有针对运动螺纹的特殊“规范”。但是,这些通常取决于制造商。
螺纹型材
下面描述的螺纹轮廓适用于所有已知的生产方法,例如铣削、车削、旋风铣或滚压。在轧制螺纹的情况下,制造商可能会部分修改标准轮廓。
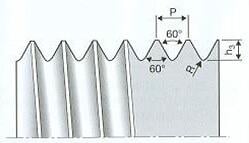
符合 DIN 13 的 ISO 公制螺纹的基本轮廓
对于飞机制造,公制螺纹在螺纹底座上制造时具有扩大的芯径和半径。此特定配置文件的缩写是 MJ。以下公制螺纹牙型的定义适用于螺栓上的外螺纹。
N = 公称直径(外径)
P = 斜率
h3 = 0.61343P(螺纹深度)
R = 0.14431P(螺纹底部的半径)
R = 0.15... 0.18P(用于 MJ 螺纹)
惠氏线
在根据英国标准 84标准化的 Whitworth 螺纹轮廓中,规格 BSW(Whitworth 控制螺纹)、BSF(细牙螺纹)和 BSP(管螺纹;根据 DIN ISO 228,名称以“ G") 来区分。
与公制 ISO 螺纹不同,Whitworth 螺纹的牙侧角为 55°。
斜率 P 是根据测量表中指定的齿轮数(每英寸的圈数)计算得出的。以下粗略定义适用于螺栓上的外螺纹。
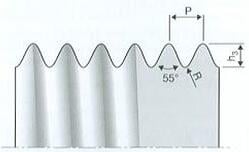
根据 BS 84 的 Whitworth 螺纹的基本轮廓
N = 公称直径(外径)
P = 斜率(实践中以每英寸通道数表示)
h3 = 0.64033P(螺纹深度)
R = 0.13733P(螺纹底部的半径)
ISO英制螺纹
对于美国 ISO 英制螺纹(根据 ASME B 1.1 和 B 1.2 的 UST 螺纹),规格为 UNC(粗牙螺纹)、UNF(细牙螺纹)、UNEF(超细牙螺纹)、UNS(带有附加信息的“免费”特殊螺纹) ) 和 UNJ(ISO 英制螺纹,在基部螺纹处增大了芯径和半径)。
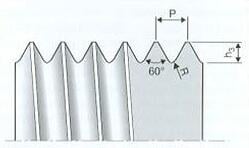
ISO 英制螺纹的基本轮廓
测量表中给出的外径和通道数信息以长度单位英寸为基础。与公制 ISO 螺纹一样,牙侧角为 60°。因此,图 6 中所示的 ISO 英制螺纹的轮廓对应于 ISO 公制螺纹的轮廓。
N = 公称直径(外径)
P = 斜率(实践中以每英寸通道数表示)
h3 = 0.61343P(螺纹深度)
R = 0.14434P(螺纹底部的半径)
R = 0.15... 0.18P(对于 UNJ 螺纹)
特殊轧制螺纹
本节介绍对螺纹滚压很重要的其他螺纹牙型。
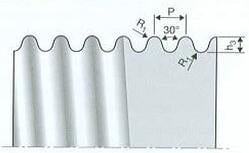
对于符合 DIN 103 的梯形螺纹,公称直径和螺距符合公制 ISO 螺纹的定义;螺纹深度h3为0.5P,牙侧角30°。对于符合 DIN 380(较低载荷深度)的梯形螺纹,芯径增加了 0.4P,顺便提一下,轮廓与根据 DIN 103 的相同。对于螺纹滚压,芯径上允许有半径 (P/ 2 0.15)。
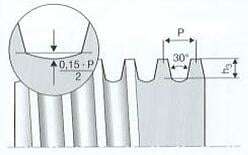
符合 DIN 103 标准的梯形螺纹的基本轮廓
符合 DIN 405 标准的圆螺纹特别适用于配件。例如,消防队管道和软管的螺纹对冲击和污垢不敏感。外径以毫米为单位,斜率以英寸为单位。值得一提的是,螺母的螺纹半径与螺钉的半径不同。
N = 公称直径
P = 斜率
h3 = 0.5P(螺纹深度)
R1 = 0.238P(螺栓外径与螺纹底面半径相同)
符合 DIN 405 的圆螺纹的基本轮廓
哥特式滚珠丝杠的轮廓用于滚珠丝杠中的丝杠,在撰写本书时尚未标准化。
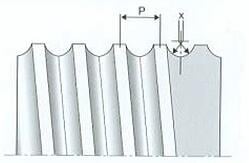
用于球的哥特式螺纹牙型
螺钉 P 斜率,x 半径偏移
滚珠和螺纹牙侧之间的成形角度决定性地影响滚珠丝杠的使用寿命。这就是为什么每个制造商都保护自己的经验。
秒特殊螺纹
除了列出的技术领域常见的螺纹型材外,还有无数具有自己的型材的特殊螺纹:
狮心螺纹牙侧角为53°8',被称为精密螺纹;同时,它已被符合 DIN 13 的基本公制配置文件所取代。
E 螺纹(根据 DIN 49689 的爱迪生螺纹)在每个家庭中都被称为灯座螺纹。两个特殊的互锁半径确保良好的电气接触。
来自日内瓦的 Thury 教授认为 Thury 螺纹是一种特殊的手表超细螺纹。
BA 螺纹是一种英制细牙螺纹,牙侧角为 47° 30',最大直径可达 6 毫米。它是在 1900 年之后为钟表业和精密机械而开发的。
瑞士 NHS 螺纹是钟表业的另一种特殊螺纹。它甚至已经飞跃到美国,但它的轮廓在那里以英寸为单位进行定义。
用于汽油和石油管线的特殊螺纹通常具有具有更好密封性能的轮廓。
质量和测量
外螺纹在具有内螺纹的父元素中的配合精度由五个质量决定:
外径(公称直径)
芯径
坡
牙侧角
后刀面直径
控制螺纹的斜率与外径直接相关(直径-斜率系列)。侧面直径是必不可少的,因为它代表了公差基础(零线)
螺纹代号由螺纹轮廓的识别字母和外径信息以及其他信息(如有必要)组成。例如,B,名称 M 10 代表外径为 10 毫米、斜率为 1.5 毫米的公制控制螺纹。如果缩写 LH(左旋)跟在 M 10 之后,则它是左旋螺纹。
螺纹公差
ISO 螺纹公差与配合公差系统的情况一样,由公差位置的指示和公差域大小的指示组成。
公差位置由识别字母 a 到 h 之一确定,公差域的大小由 3 到 9 之间的数字表示,为了更好地区别配合公差,在螺纹中首先提到了数字——公差域的大小,e.B. 6h 而不是 h6。
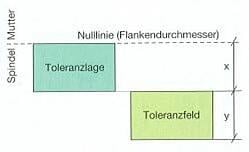
螺纹的公差位置 (x) 和公差域 (y) 的大小
在螺纹的情况下,牙侧直径和外径可以具有不同的公差。因此,M 10-4h-6g 表示后刀面直径公差为4h,外径公差为6g。螺纹的紧公差允许相关螺母元件的更大公差,反之亦然。
如果提供具有当今常用层厚的表面保护(热浸镀锌、镀锌或镀铬),则公差层 a 至 g 特别合适。
测量方法和测量设备
在三线测试方法中,将一侧的两根圆柱形测试线和另一侧的一根测试线置于螺纹中。然后,使用测量仪器的平坦且平行的测试表面,e.B.测量螺钉,测试线之间的外部距离,测试尺寸 M,并由此测量外螺纹的牙侧直径 d2。测试线直径必须满足两个条件: 测试线的直径必须足够大,以至于它们突出到螺纹尖端之上。测试线必须尽可能接近理论牙侧直径,以便现有的牙侧角偏差不会显着影响刀具结果。理论测量线直径是通过数学方法确定的。
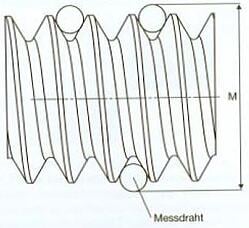
三线测试方法
测量螺纹:M 质量在测量线上
使用测量刀片进行螺纹测量
使用测量刀片测量螺纹时,螺纹是使用边撑测量螺钉直接在螺纹侧面测量的,测量刀片经过磨削并具有螺纹牙侧角。测量工具 - 带有用于插入的孔的支架测量螺钉 - 作为公制和英制螺纹的标准提供。使用示教环检查螺纹公差(流动性):内螺纹示教环必须在螺纹上运行,剔除示教环不得运行。

支架测量螺钉
螺纹喉规用于检查螺纹的牙侧直径。喉管规的好的一面体现了允许的最大尺寸,并且由于其自身的重量必须滑过测试现场。剔除面容差较小,尺寸最小,必须承受自重。

企微客服
